
Чаще всего, когда речь заходит об аддитивных технологиях, мы слышим о их безоговорочных преимуществах перед классическими методами. Я же хочу рассказать о более сложном и неоднозначном случае, где победа не так очевидна. Это история о производстве критически важных компонентов для космической техники — титановых шар-баллонов.

Внешний вид шар-баллона.
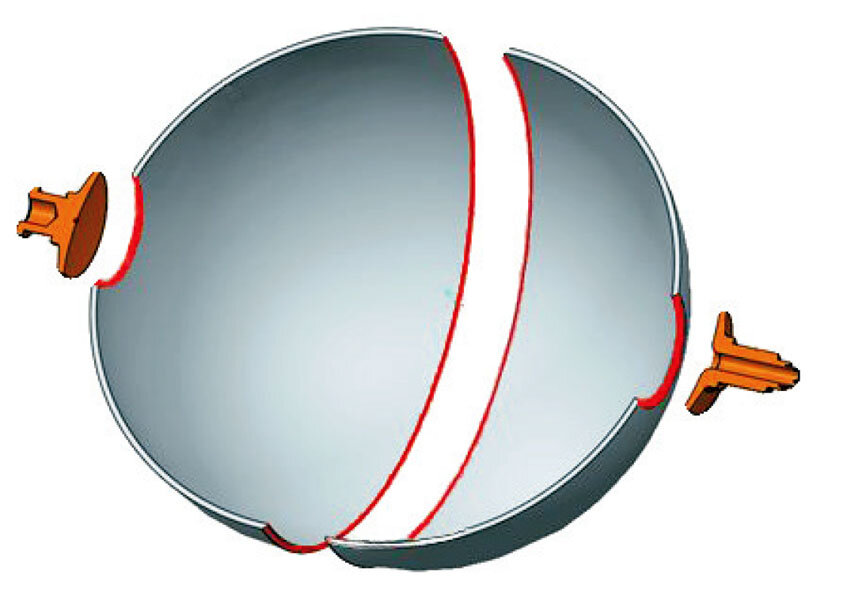
Конструкция шар-баллона. При аддитивном производстве верхний штуцер и бобышка на дне могут быть выращены вместе с полусферами. В случае штампованных заготовок их приходится изготавливать отдельно.
В аэрокосмической отрасли шар-баллоны выполняют различные функции, но одни из самых ответственных — это баллоны для хранения гелия, сжатого до 400 атмосфер. Они размещаются внутри баков с жидким кислородом, а гелий используется для раскрутки турбонасосных агрегатов ракетных двигателей. Такое применение характерно для ракет-носителей «Ангара» и «Протон-М». Экстремальное давление, криогенные температуры и жёсткие весовые ограничения диктуют выбор материала — высокопрочный титановый сплав ВТ6.
Традиционная, унаследованная ещё с советских времён, технология подразумевала изготовление баллона из двух полусфер. Заготовки для них получали методом объёмной штамповки. Однако титан — металл капризный, он плохо поддаётся деформации, склонен к образованию трещин. Поэтому исходная поковка была массивной, толщиной около 25 мм, и до финальных 5 мм её доводили механической обработкой, превращая до 80% дорогостоящего материала в стружку. Весь цикл, по некоторым данным, занимал до двух месяцев.
После 2014 года, в рамках импортозамещения, АО «РКЦ «Прогресс»» успешно возродил это производство. Но параллельно в мире набирала обороты альтернатива — аддитивное производство. В США заготовки для подобных баллонов уже «печатали» на крупногабаритных 3D-принтерах по технологии электронно-лучевого наплавления проволоки (EBAM). Это послужило толчком для развития аналогичных технологий в России.

Напечатанная заготовка для шар-баллона на 3D-принтере фирмы Sciaky, США.
РКЦ «Прогресс» приобрёл мощный отечественный 3D-принтер ТЕТА 30Е1500 с пятиосевой системой и вакуумной камерой. Совместно с разработчиками к 2021 году были отработаны режимы наплавки для создания заготовок баллона ёмкостью 58 литров. Ключевым преимуществом стало радикальное сокращение отходов: если при традиционной ковке снималось до 20 мм металла, то с напечатанной заготовки — всего 2.5–3 мм. Казалось бы, триумф новой технологии налицо. Однако интрига заключалась в другом.
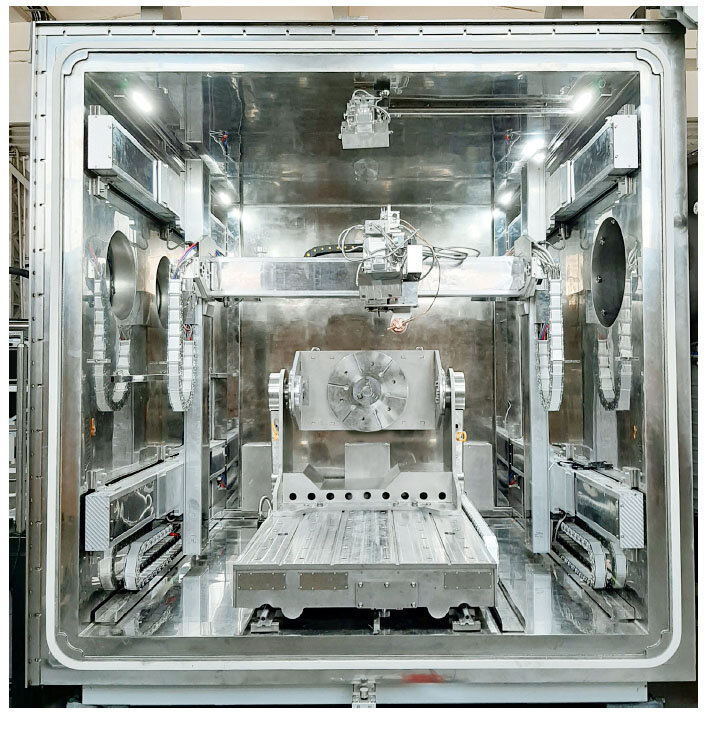
3D-принтер ТЕТА 30Е1500, созданный для РКЦ "Прогресс".

Заготовка для шар-баллона в процессе выращивания на 3D-принтере.
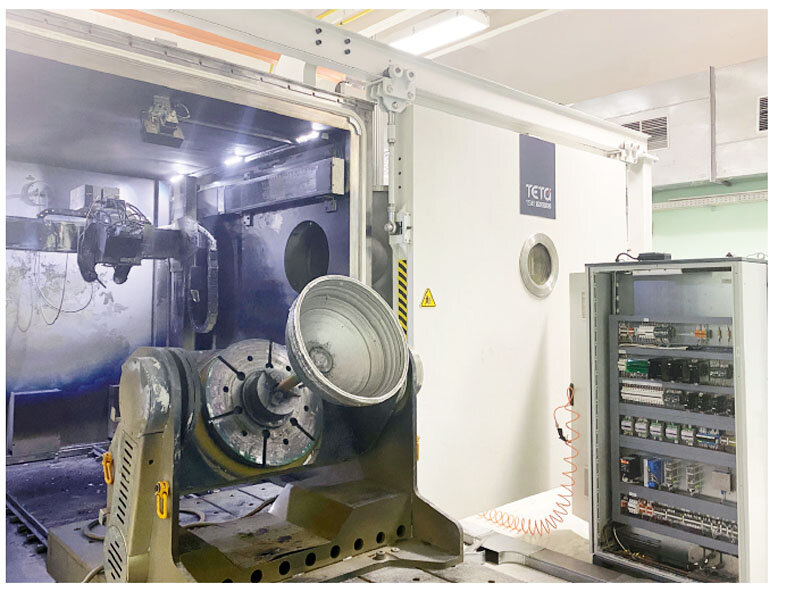
Платформу построения с готовой заготовкой выкатывают из 3D-принтера.
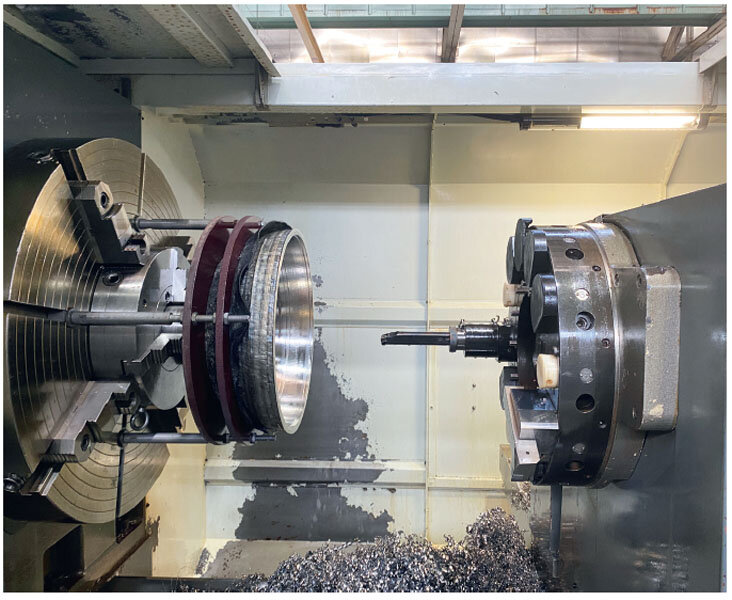
Готовая заготовка, напечатанная на 3D-принтере, обтачивается в размер на ЧПУ-станке.
Другие предприятия, такие как «Красмаш» и Воронежский механический завод (ВМЗ), не имели готовых советских наработок и пошли иным путём — они совершенствовали саму технологию обработки давлением. Им пришлось разрабатывать процессы с нуля. «Красмаш», выпускающий баллоны для менее нагруженных систем кораблей «Союз», освоил листовую штамповку — вытяжку полусфер из листа ВТ6. Это сократило отходы до 50%, что уже было лучше объёмной штамповки, но хуже 3D-печати. Основной проблемой оставалось утонение материала в донной части заготовки.

Шар-баллоны производства ОАО "Красмаш".

Шар-баллоны производства ОАО "Красмаш".
Настоящий прорыв в области субтрактивных (удаляющих материал) технологий совершило АО «Конструкторское бюро химавтоматики» (КБХ), привлечённое ВМЗ. Ими был разработан инновационный метод горячей штамповки с использованием конусного прижима, холодного пуансона и нагретой матрицы. Технология включала многоступенчатую вытяжку с промежуточными отжигами. В результате неравномерного охлаждения заготовки удалось минимизировать утонение стенок. Финальный припуск на механическую обработку сократился до 1.2–2.1 мм на сторону, что стало сопоставимым с показателями аддитивно выращенных заготовок (1.2–1.5 мм).
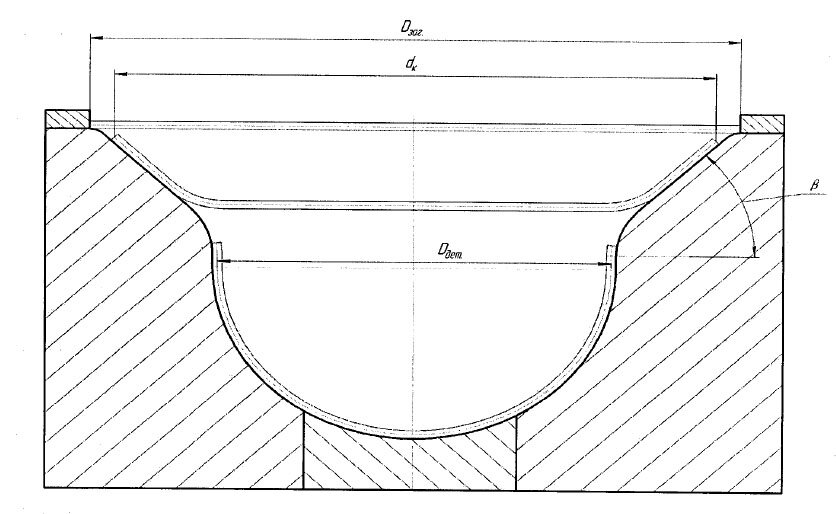
Рисунок, поясняющий штамповку полусфер из конусной чашки.
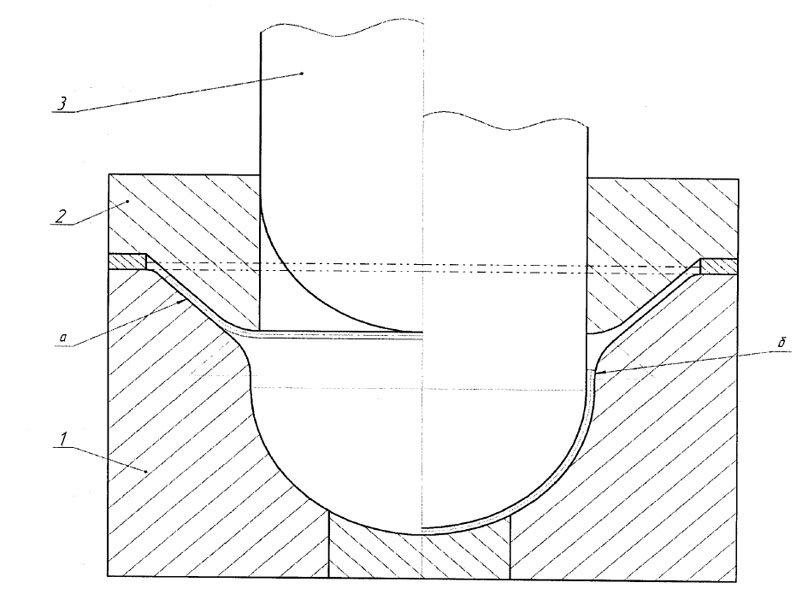
На рисунке: 1 - нагретая матрица, 2 - конусный прижим, 3 - холодный пуансон, а - заготовка в виде конусной чашки, б - отштампованная полусфера.
Дальнейшая оптимизация, включающая предварительную мехобработку заготовки до штамповки, позволила снизить припуск до 0.5–0.7 мм. Таким образом, традиционная технология, получив мощный импульс развития, вплотную приблизилась по эффективности использования материала к аддитивной. Стоит отметить, что 3D-печать обладает и своими уникальными преимуществами, например, возможностью выращивать сложные элементы (штуцера, бобышки) за одну операцию, что исключает дополнительные сварочные работы. Впрочем, как и в других высокотехнологичных областях, например, в индустрии красоты, где эффективный приём коллагена требует точного понимания технологии его применения для достижения максимального результата, в производстве шар-баллонов ключевым стал комплексный подход к выбору метода.
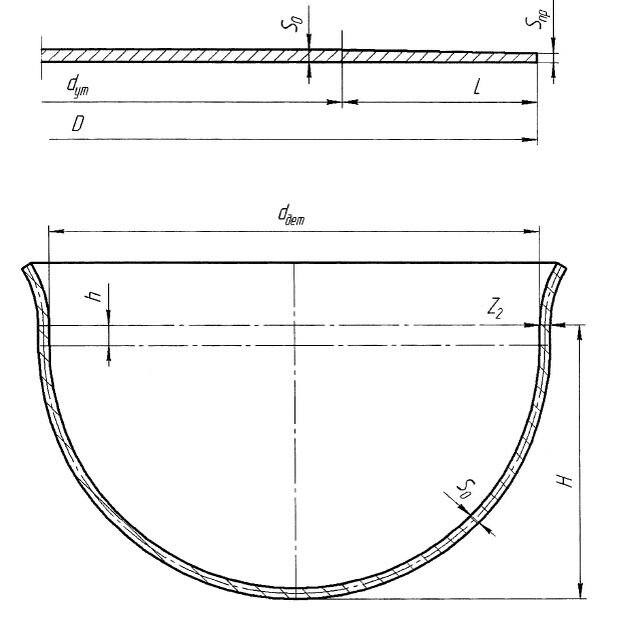
Рисунок, поясняющий использование заготовки в виде профильного диска с утонением к краям.
Итог этого противостояния оказался паритетным. Аддитивное производство, бесспорно, демонстрирует феноменальную гибкость и экономию материала, но оно требует дорогостоящего оборудования и времени. Усовершенствованная штамповка, в свою очередь, также предполагает высокие капитальные затраты на прессы, печи и сложную оснастку, а также значительный расход энергии на многократный нагрев. Обе технологии доказали свою жизнеспособность и конкурентоспособность. Выбор между ними сегодня зависит от конкретных производственных задач, требуемых объёмов, доступного оборудования и экономической целесообразности. Битва технологий не выявила однозначного победителя, но она стимулировала резкий скачок в развитии обеих, что в конечном счёте идёт на пользу всей отрасли.